切不透、断面糙、总粘渣……你的切割质量又“翻车”了?
频繁调试、镜片烧损、气体浪费……是不是总觉得成本居高不下?
这些问题背后,一个最容易被忽略的“小零件”可能就是元凶——喷嘴。
选错喷嘴,绝不仅仅是影响一个切口那么简单:
切口质量失控: 气流紊乱、熔渍堆积,高质量标准沦为一句空话;
生产效率走低: 气路不稳切速提不上去,订单交付一再延误;
设备健康受损: 激光误射喷嘴内壁,不仅喷嘴报废,更可能伤及切割头自身;
隐形成本暴涨: 频繁停机、废品率高、维修换件……省下的喷嘴钱,早就在看不见的地方翻倍扣除!
今天,我们带你彻底看懂喷嘴选配的门道,帮你避开那些踩坑的痛!
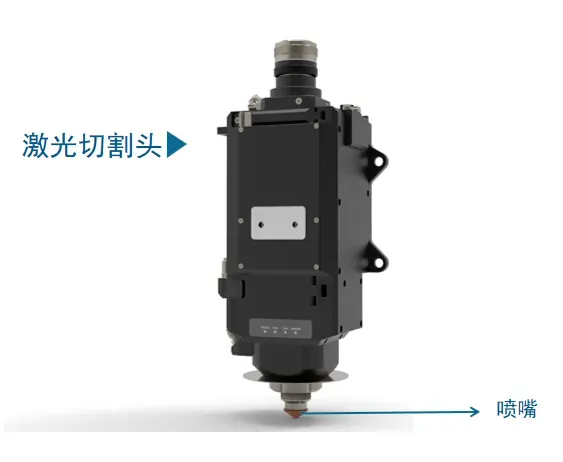
喷嘴影响到底有多大?
喷嘴虽小,却是切割头的“咽喉”。它的材质和精度直接影响导电、导热效果、调试难度、激光头的保护,更决定气流是否稳定、集中。因此,喷嘴的优劣直接影响切割头的寿命和切割工件的质量。
TIPS:一般而言,原厂喷嘴价格高导致第三方制造商受青睐,但不少厂商并无生产能力。激光器价格战导致配件价格走低,若只求低价忽视质量,反而得不偿失。
选错喷嘴的典型后果
- 喷嘴孔径过大:气流分散→ 上下面粗糙、断面有牙口
- 喷嘴孔径过小:气量不足→ 切不透或切割不充分、分层挂渣
-喷嘴选择过大-
上层条纹及下层拖曳线粗糙(左)上层条纹粗糙有牙口(右)
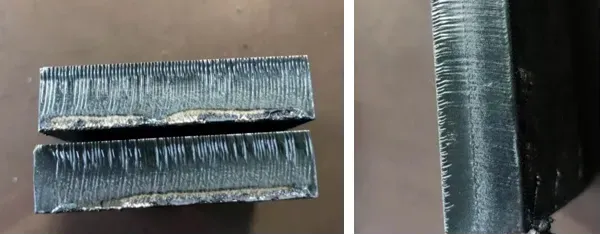
-喷嘴选择过小-

切割不充分(左)切割分层(右)
TIPS:如果喷嘴设计和维护不当,加工精度不够,造成气体的流速减弱,气流方向变得不稳定,从而影响切割过程中材料的熔融而产生熔渍,切割较厚的板材甚至会造成无法切割。
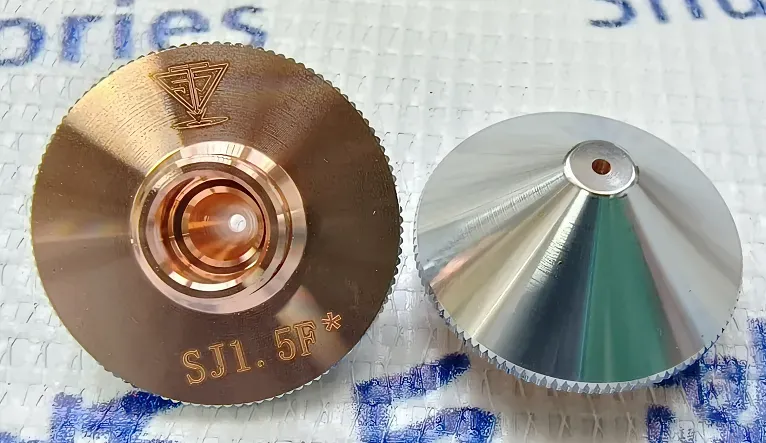
喷嘴的类型
影响喷嘴性能的因素有切割头腔体气压、喷嘴直径、喷嘴内部形状和喷嘴出口形状。目前主要有两种喷嘴设计:
- 高速喷嘴: 气流近音速,工作原理与火箭和喷气发动机的排气原理相同,对进入喷嘴的气体有加速的作用,适合切割粘性材料,断面效果更好;
- 低速喷嘴: 气流速度较低(气体流速小于音速),如果切割粘性材料使用普通低速喷嘴,工件表面气压易随切割高度变化产生较大波动,导致切割稳定性较差。

高速双层喷嘴和暴风单层喷嘴
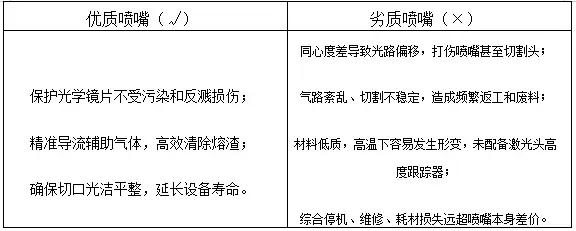
喷嘴怎么选?记住这张表就够了
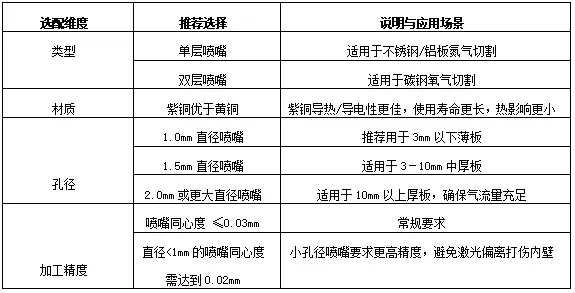
高精度的喷嘴不仅能大幅减少调试时间、提升切割稳定性,更能有效保护激光头不受损伤,长远来看更经济。
附:常用喷嘴用途介绍

You may also be interested in